
水處理公司")
制藥廢水處理困難重重 廢水零排放系統迎難而上
時間:2024-07-18
隨著全球醫藥產業的蓬勃發展,制藥企業對人類健康事業的貢獻日益顯著。與此同時,制藥生產過程中產生的大量廢水也給環境帶來了嚴峻挑戰。這些廢水中通常含有各類藥物殘留、化學合成物質、微生物污染物以及高濃度有機物和鹽分,若未經妥善處理直接排放,將嚴重威脅水體生態平衡,影響人類健康,并加劇水資源短缺問題。因此,對制藥廢水進行有效處理,實現其無害化、減量化和資源化,已成為制藥行業可持續發展的重要課題。
一、制藥廢水處理面臨的挑戰
1.廢水成分復雜:制藥廢水中包含多種有機化合物、重金屬離子、抗生素殘留、酸堿物質等,且成分因藥品種類、生產工藝差異而異,處理難度大;
2.高濃度有機物與鹽分:某些制藥工藝會產生高濃度有機廢水和高鹽廢水,常規生物處理法對此類廢水的處理效果有限,需要采用更為高效的預處理或深度處理技術;
3.法規標準日趨嚴格:各國環保法規對制藥廢水排放標準不斷提高,尤其是對難降解有機物、特定藥物殘留等指標的限制更加嚴格,加大了廢水處理的技術與經濟壓力。

二、現行制藥廢水處理策略
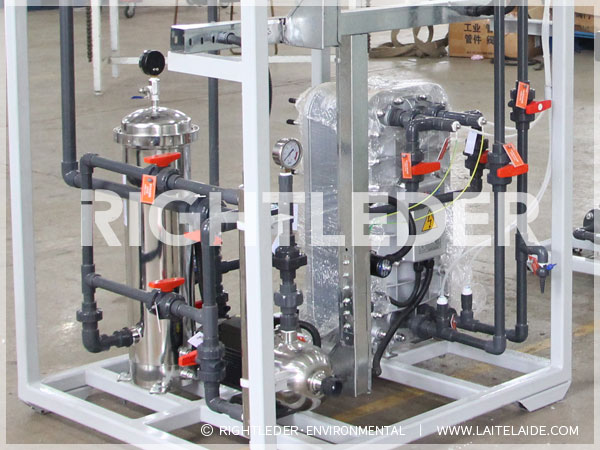
萊特萊德為了解決制藥廢水污染和毒害問題,利用“Wastout微波高效沉淀技術+Neterfo極限分離系統+蒸發系統”的零排放工藝對制藥廢水進行深度處理,有效解決制藥廢水處理成本高、有機物難降解的難題,同時還可實現水資源的循環利用。
值得注意的是,實現零排放不僅需要先進的處理技術,還需要合理的工藝設計、高效的能源回收利用和嚴格的運行管理,以確保整個系統的經濟可行性和環境效益。此外,制藥企業在追求廢水零排放的同時,還應注重源頭減排和清潔生產,減少廢水產生量,從根本上減輕廢水處理壓力和環境影響。
轉載時請注明文章來源“萊特萊德”,否則視為侵權,感謝配合。
編輯:虞美人 技術:木子



公司新聞new
- 植物色素提取設備為人類的飲食安全與健康貢獻力量
- 萊特萊德抗生素提取技術推動紅霉素產業升級
- 海水淡化設備應用打開電力行業的新篇章
- 一體化污水處理設備開啟城鎮污水治理的新篇章
- 垃圾滲濾液處理設備是焚燒發電廠綠色發展的得力助手
- 中水回用設備是實現節約水資源與保護環境的雙贏策略
- 海水淡化的未來展望:技術創新與可持續發展的新紀元
- 超純水設備在提升國產芯片品質中的關鍵作用
- EDI超純水設備成為高精尖領域的“凈水明珠”
- 垃圾滲濾液處理設備為環境治理貢獻重要力量
工程業績new
- 山東某精細化工廠高濃度有機廢水處理項目
- 高效除鐵錳過濾系統在海水淡化項目中的應用
- Aproclean系列智能高效過濾系統優勢介紹
- 某海島集裝箱海水淡化設備項目
- 內蒙古某火力電廠廢水近零排放項目
- 大連某印染公司中水回用項目
- 500m3/h中水回用及部分零排放系統
- 山西某燃煤電廠中水回用項目
- 青島某電廠安裝集裝箱海水淡化系統現場
- 河南某化纖廠中水回用采購項目
 關于我們
關于我們 工程業績
工程業績 獲取方案
獲取方案 電話咨詢
電話咨詢 