
水處理公司")
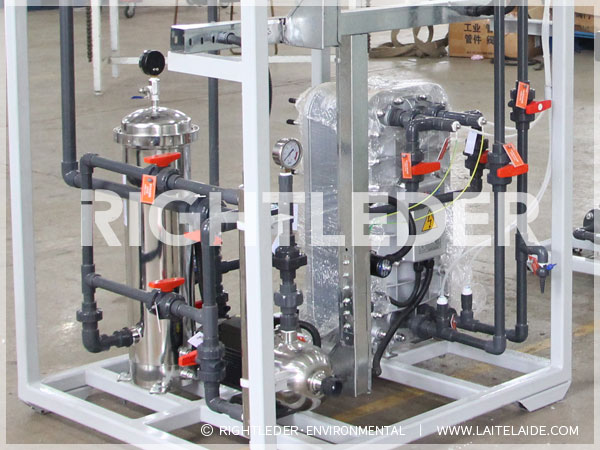
膜分離系統處理大豆生產廢水已成為行業發展新趨勢
時間:2022-10-17
國內大豆生產廢水中通常含有乳清蛋白和可溶性碳水化合物,資源利用率低,綜合效益差,環境污染嚴重。如何從大豆加工廢水中提取乳清蛋白和低聚糖、回收再用或達標排放水是解決能源、資源危機和環境污染問題的關鍵所在。

大豆加工廢水的處理與回用一直是大豆生產行業面臨的一個棘手問題。目前,厭氧-好氧生物處理法廣泛應用于大豆加工廢水處理,其缺點是處理效果不穩定,受生物菌種類和活性的影響較大。蒸發濃縮法能耗高,設備投資和運行費用高,難以在工業上推廣。超濾-反滲透-電滲析法存在膜污染、設備操作復雜等缺點。
采用膜集成技術對原有工藝進行深度改進,充分利用膜的特性進行優化處理。在整個過程中,去除了大量雜質,實現了蛋白質、糖、鹽的分離濃縮,為后續的回收利用提供了良好條件。全新的改良工藝包括預處理、超濾處理、納濾處理和后處理幾大工序。其中,超濾系統的濃水可進一步處理,提取的大豆蛋白濃縮液進行滲濾、濃縮和干燥,可制得大豆蛋白粉。將納濾系統的濃水進一步純化,所提取的大豆低聚糖濃縮液進行滲濾,再用吸附樹脂或活性炭對納濾膜濃縮液進行脫色處理,濃縮干燥制得大豆低聚糖粉。
膜分離技術的迅猛發展使其廣泛應用于各行各業。膜分離和膜濃縮正逐漸成為廢水處理工藝中不可或缺的一部分。大豆廢水處理膜分離系統具有穩定的工作特性和耐受性非常強的運行條件,相比于傳統大豆加工廢水處理工藝具有非常大的優勢。整個分離過程在密閉系統中進行,不需要高溫加熱,避免了熱量和氧氣對食品原味和營養成分的影響,有效提高了所需產品的質量。產水可作為循環水補充用水使用,大大減少了水資源的消耗量,提高了企業的經濟效益。



公司新聞new
- 植物色素提取設備為人類的飲食安全與健康貢獻力量
- 萊特萊德抗生素提取技術推動紅霉素產業升級
- 海水淡化設備應用打開電力行業的新篇章
- 一體化污水處理設備開啟城鎮污水治理的新篇章
- 垃圾滲濾液處理設備是焚燒發電廠綠色發展的得力助手
- 中水回用設備是實現節約水資源與保護環境的雙贏策略
- 海水淡化的未來展望:技術創新與可持續發展的新紀元
- 超純水設備在提升國產芯片品質中的關鍵作用
- EDI超純水設備成為高精尖領域的“凈水明珠”
- 垃圾滲濾液處理設備為環境治理貢獻重要力量
工程業績new
- 山東某精細化工廠高濃度有機廢水處理項目
- 高效除鐵錳過濾系統在海水淡化項目中的應用
- Aproclean系列智能高效過濾系統優勢介紹
- 某海島集裝箱海水淡化設備項目
- 內蒙古某火力電廠廢水近零排放項目
- 大連某印染公司中水回用項目
- 500m3/h中水回用及部分零排放系統
- 山西某燃煤電廠中水回用項目
- 青島某電廠安裝集裝箱海水淡化系統現場
- 河南某化纖廠中水回用采購項目
 關于我們
關于我們 工程業績
工程業績 獲取方案
獲取方案 電話咨詢
電話咨詢 